
When I first started in forestry with the Forestry Commission there was a maintenance squad in each forest district and part of their duties was to keep all the drains within the forest coupes free of debris to allow good drainage. However, as some smaller outlying forests have been sold off to private sector and the workforce within the F/C has been reduced it has not been possible to keep this up. Another factor which has had a big impact on us is that the climate in Scotland has changed significantly in recent years; summers and winters in certain parts have had a big increase in rainfall, making harvesting operations so much more difficult to carry out efficiently.
Some of the new forwarders being manufactured must be capable of carrying large loads of timber because there is no money available to build new forest roads, and on certain jobs the forwarders must extract the wood over very long distances but also still be cost effective.
Since the early 1980’s, almost every forwarder I have operated has been fitted with either one or two sets of band tracks. The ground conditions in Scotland are not exactly easy for harvesting equipment as the forests are usually steep and rocky or flat and extremely boggy. This type of terrain requires assistance on the harvesters and forwarders for either traction on the steep ground or for flotation on wet peaty areas. Clark Tracks manufacture band tracks for almost every harvester/forwarder that is produced with a track design suitable for every kind of terrain found in the forest.
When Stewart Kelly, the Director of Clark Tracks, gave us a tour of their premises it was a real eye opener for me to see how these tracks are manufactured. With the size of the premises I thought there would have been a larger workforce, but there are only 31 employees and given that last year they produced 1600 pairs of tracks that is quite an accomplishment.
The tracks are made from special boron alloy steel and the toughness of the steel is maximised using a specialised heat treatment process. The track pads are heated to over 1000˚C and formed to the required shape by a 320t hydraulic press; they are manually lifted by Stephen (I must remember never to challenge Stephen to an arm wrestling match) and quenched, Stewart informed me that they are continually upgrading the production process and investing in new machinery and processes. Next year, one investment project is to install a robot to manipulate the red-hot track plates out of the heater, into the forming press and then into the quench. A further development will be to automate this process further and incorporate in-line shot-blasting.



Once the pads have cooled they are put through the shot-blaster, which ensures they are spotlessly clean prior to automate this process further and welding, no rust, scale, grease or other contaminants that could ruin a weld. The track pads are taken to pre-assembly welding, where the track end links are welded on. The end links are manufactured in a similar, but scaled down, process to the track plates. The end link production was fully automated in 2013. The components are then moved to the final assembly benches, where the links and paws are welded into position. Because there is a series of very clever jigs which are used during the different welding procedures, the pads and paws are in the correct position prior to welding.
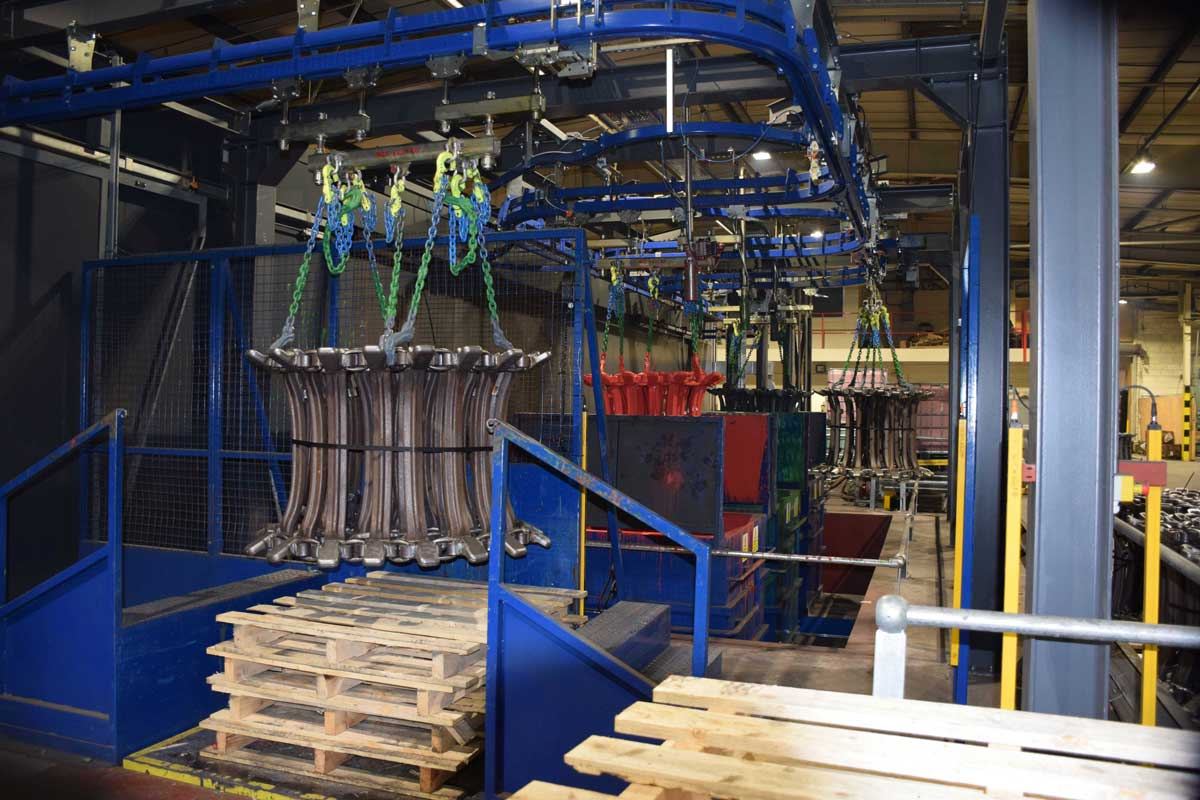
Once all the welding is done the tracks need to be painted. This is fully automated with an overhead gantry which transports the tracks over a large vat of paint which then rises, immersing the tracks before lowering to allow the tracks to drip dry. The paint is finally dried in a room which is temperature and humidity controlled to allow the paint to harden. Paint levels are constantly monitored in the vats and automatically refilled if the level drops below a set point. When I saw the different colours I jumped to the conclusion that different colours are used for different profiles, wrong again; the colours match the different machine manufacturers’ colours.
One of the problems that I have found over the years is that as the tracks wear, the links never seem to wear straight and sit at an angle when you look down the tracks. Stewart showed me a new system offers an upgrade on the 28mm diameter tracks called the Haggis Link – this feature a number of innovations; firstly the side legs are shaped to provide a larger bearing surface to reduce the possibility of link twisting and secondly the link pins are no longer round, they have an ovoid (egg shaped) profile. The ovoid pin has a face perfectly matched to that of the internal bearing surface of the welded on end links.

Typically a standard round pin link has a bearing surface mismatched to the end link into which it is fitted, usually only 17 degrees contact area provide the bearing in the side links. This new system has a 90 degree contact area with the track plate end link, reducing contact pressure by distributing the load over a much bigger surface and therefore results in longer periods between tightening tracks. Ultimately, the tracks should have a much longer track life.
Stewart is going to explore the possibility of manufacturing joining links this way as well. It is particularly annoying when the tracks have to be removed for transportation and the tensioners need to be used as the joiners have worn and the joiners won’t knock out with a hammer.
This looks to be a huge step forward in the design of bandtracks and will maintain Clark Tracks’ position as a major player in the global market.




















Forest Machine Magazine is written and edited by a forest professional with over 40 years hands on experience. We are dedicated to keeping you informed with all the latest news, views and reviews from our industry.
To support us you can subscribe to our bi-monthly magazine which is delivered to your door from only £30 per year.
Subscribe here